
Introduction: The Critical Importance of Quality Control in Crimp Terminal Manufacturing
At TONFUL Electric, we understand that crimp terminals form the backbone of electrical connectivity in countless applications—from automotive wiring harnesses to industrial control systems, aerospace equipment to consumer electronics. A single failed connection can result in system downtime, safety hazards, or even catastrophic equipment failure. This is why our commitment to rigorous quality control standards isn’t just about compliance—it’s about ensuring the safety and reliability of every electrical connection we manufacture.
As a leading B2B manufacturer of electrical products, TONFUL Electric implements comprehensive testing protocols that meet and exceed international safety standards. Our crimp terminals undergo multiple validation stages, ensuring that each product delivers consistent performance under the most demanding conditions. In this article, we’ll take you behind the scenes of our quality control processes, explaining exactly how we test our crimp terminals for safety, reliability, and long-term performance.

Understanding Crimp Terminal Quality: The Three Pillars
Quality crimp terminals must satisfy three fundamental requirements: mechanical strength, electrical performance, and dimensional accuracy. At TONFUL Electric, our testing protocols evaluate all three aspects to ensure comprehensive quality validation.
Mechanical Strength
The mechanical integrity of a crimp connection determines its ability to withstand physical stresses including vibration, tension, and thermal expansion. A properly crimped terminal creates a cold-weld joint where the metal-to-metal contact remains secure throughout the product’s operational lifetime.
Electrical Performance
Electrical resistance at the crimp interface directly impacts power efficiency and heat generation. Low-resistance connections prevent energy loss and reduce the risk of thermal failures that could compromise system safety.
Dimensional Accuracy
Precise crimp height, width, and compression ensure consistent performance across production batches. Dimensional variations can lead to unreliable connections that may fail prematurely or create safety hazards.
International Standards Governing Crimp Terminal Testing
TONFUL Electric adheres to multiple international standards, ensuring our crimp terminals meet the stringent requirements of diverse industries and geographical markets. Our compliance portfolio includes:
| Standard | Organization | Primary Focus | Key Applications |
|---|---|---|---|
| UL 486A-486B | Underwriters Laboratories | Wire connectors for copper conductors | North American electrical installations, industrial equipment |
| IEC 60352-2 | International Electrotechnical Commission | Solderless connections – Crimped connections | Global electrical/electronic equipment |
| IEC 60512-16-4 | International Electrotechnical Commission | Tensile strength testing methodology | Connector testing and validation |
| IPC/WHMA-A-620 | IPC (Association Connecting Electronics Industries) | Requirements and acceptance for cable/wire harness assemblies | Electronics, aerospace, medical devices |
| SAE AS7928 | Society of Automotive Engineers | Crimp termination for aerospace applications | Aerospace and high-reliability systems |
| ISO 6722 | International Organization for Standardization | Road vehicles – cables and conductors | Automotive industry |
| MIL-T-7928 | U.S. Department of Defense | Military specification wire terminations | Military and defense applications |
Our testing laboratory maintains certifications for all these standards, and our technical team continuously monitors updates to ensure ongoing compliance as standards evolve.
TONFUL’s Comprehensive Testing Protocol
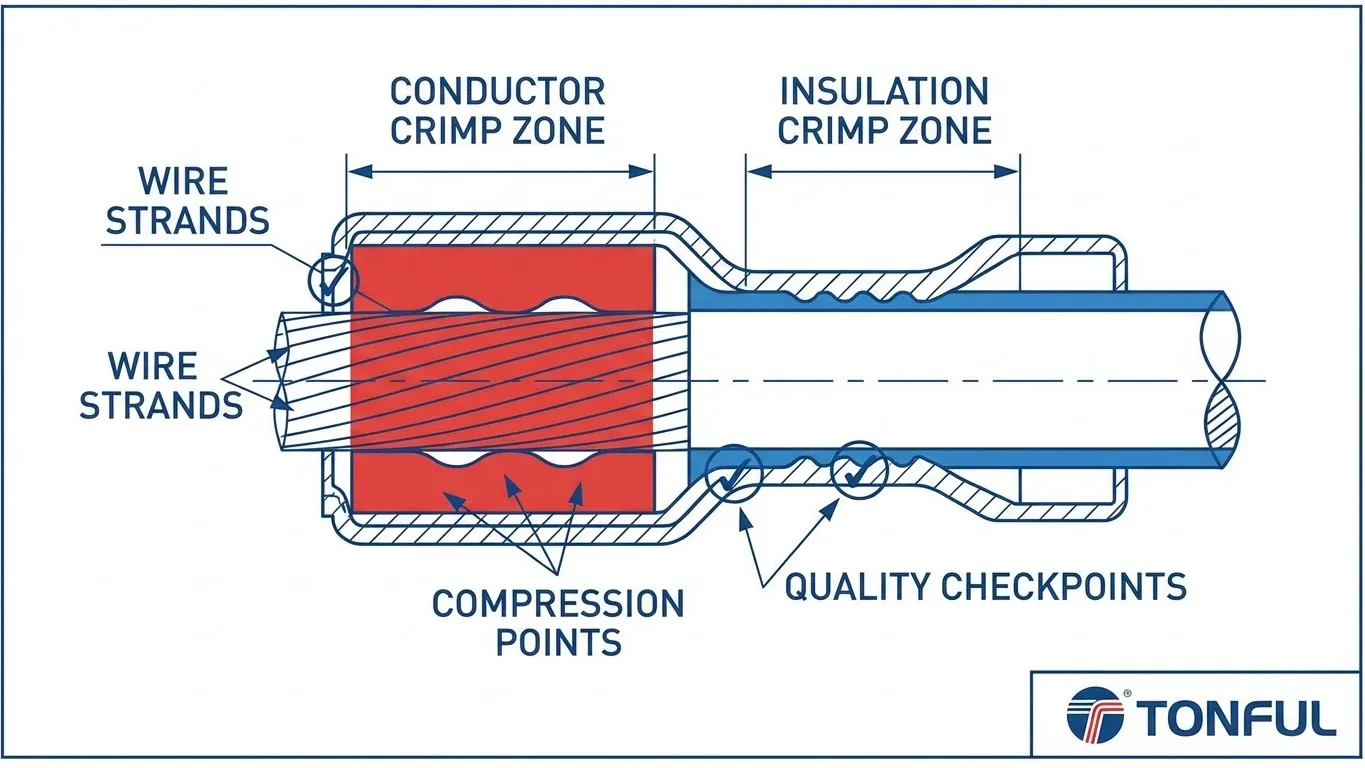
1. Visual Inspection and Pre-Test Validation
Before any mechanical or electrical testing begins, our quality control team conducts detailed visual inspections using high-magnification digital microscopes. This initial screening identifies obvious defects that could compromise test validity.
Visual Inspection Criteria:
- Wire stripping quality (no nicked or damaged strands)
- Conductor visibility in crimp barrel
- Insulation positioning relative to crimp zones
- Terminal barrel deformation (checking for cracks or splits)
- Color-coding verification for insulated terminals
- Cut-off tab length and burr presence
According to IPC/WHMA-A-620 standards, inspection magnification requirements vary based on wire diameter. For conductors greater than 1.63 mm (14 AWG), naked-eye inspection is acceptable, while finer wires require magnification ranging from 3x to 10x depending on the quality class.
2. Crimp Height and Width Measurement
Dimensional measurement forms the foundation of our quality control process. Using precision micrometers calibrated to ±0.001 mm accuracy, our technicians measure crimp height and width according to manufacturer specifications.
Measurement Protocol:
- Crimp Height: Measured perpendicular to the wire axis, between ribs (if applicable) on the terminal barrel bottom
- Crimp Width: Measured at the widest point of the compressed barrel
- Bell Mouth: Checked at both entry and exit points to ensure proper funnel formation
These measurements must fall within specified tolerance ranges, typically ±0.05 mm to ±0.15 mm depending on wire gauge and terminal design. Statistical Process Control (SPC) systems continuously monitor these dimensions, triggering alerts when measurements trend toward tolerance limits.
| Wire Gauge (AWG) | Typical Crimp Height Range (mm) | Typical Crimp Width Range (mm) | Tolerance |
|---|---|---|---|
| 22 | 1.40 – 1.60 | 2.20 – 2.40 | ±0.05 mm |
| 20 | 1.55 – 1.75 | 2.40 – 2.60 | ±0.05 mm |
| 18 | 1.75 – 1.95 | 2.70 – 2.90 | ±0.08 mm |
| 16 | 2.00 – 2.25 | 3.10 – 3.35 | ±0.08 mm |
| 14 | 2.30 – 2.60 | 3.60 – 3.90 | ±0.10 mm |
| 12 | 2.70 – 3.05 | 4.20 – 4.55 | ±0.10 mm |
| 10 | 3.15 – 3.55 | 4.90 – 5.30 | ±0.12 mm |
Note: Specific values vary by terminal design and manufacturer specifications. TONFUL Electric maintains detailed specification sheets for each product line.
3. Cross-Section Analysis
Cross-sectional examination provides the most comprehensive view of crimp quality. Using specialized sectioning equipment, we cut crimped samples perpendicular to the wire axis and polish the cross-section for microscopic examination.
What We Look For:
- Strand Compression Pattern: Optimal crimps display uniform “honeycomb” compression where individual strands are visible but tightly compacted
- Void Elimination: No air gaps between strands or between conductor and terminal barrel
- Strand Integrity: No broken, nicked, or cut strands within the crimp zone
- Metal Flow: Evidence of proper cold-welding between copper strands and terminal material
- Insulation Intrusion: Verification that insulation does not extend into the conductor crimp zone
This destructive testing method is performed on statistical sample batches rather than 100% inspection, with sampling frequency determined by production volume and process stability.
4. Tensile Strength (Pull) Testing
Pull testing represents the most critical mechanical validation for crimp terminals. This destructive test measures the force required to separate the terminal from the wire, providing quantitative data about connection strength.
TONFUL Testing Methodology:
Our computerized pull test systems comply with multiple international standards including UL 486A-486B Section 9.3.4.1, IEC 60512-16-4, and IPC/WHMA-A-620 Chapter 19. The test procedure involves:
- Securing the crimped terminal in a specialized fixture
- Clamping the wire in a tensile grip (with insulation support rendered mechanically ineffective per standard requirements)
- Applying tensile force at a controlled rate (typically 25 mm/minute or 50 mm/minute depending on standard)
- Recording peak force at failure
- Documenting failure mode (conductor breakage, conductor pullout, terminal failure)
Minimum Pull Force Requirements (per UL 486A-486B):
| Wire Gauge (AWG) | Conductor Cross-Section (mm²) | Minimum Pull Force (N) | Minimum Pull Force (lbf) |
|---|---|---|---|
| 22 | 0.33 | 35 | 8 |
| 20 | 0.52 | 45 | 10 |
| 18 | 0.82 | 67 | 15 |
| 16 | 1.31 | 89 | 20 |
| 14 | 2.08 | 133 | 30 |
| 12 | 3.31 | 178 | 40 |
| 10 | 5.26 | 267 | 60 |
| 8 | 8.37 | 445 | 100 |
| 6 | 13.30 | 667 | 150 |
| 4 | 21.15 | 890 | 200 |
Acceptance Criteria:
- Class 1 (General Electronics): Pull force must meet or exceed minimum values
- Class 2 (Dedicated Service Electronics): Pull force must exceed minimum by 10%
- Class 3 (High Reliability): Pull force must exceed minimum by 20%, plus additional durability testing
A properly crimped terminal typically exhibits conductor strand breakage rather than pullout—the ideal failure mode indicating that the crimp is stronger than the wire itself.
5. Electrical Resistance Testing
While mechanical strength is crucial, electrical performance determines the efficiency and safety of the connection under operational conditions. TONFUL Electric measures contact resistance using precision milliohm meters with four-wire Kelvin connections to eliminate lead resistance.
Testing Parameters:
- Test Current: Typically 10A for small terminals (AWG 18-22), up to 100A for larger power terminals
- Measurement Resolution: 0.1 milliohm (0.0001 Ω)
- Acceptance Threshold: Varies by wire gauge and terminal design, typically 0.5-5.0 milliohms for standard applications
Resistance Test Procedure:
- Connect four-wire Kelvin test probes to eliminate lead resistance
- Pass calibrated test current through the crimp connection
- Measure voltage drop across the crimped zone
- Calculate resistance using Ohm’s law (R = V/I)
- Compare to specification limits and historical baseline data
Low electrical resistance confirms optimal metal-to-metal contact achieved through proper compression. Elevated resistance indicates potential issues such as incomplete strand compression, contamination, or inadequate crimp force.
6. Vibration and Durability Testing
Many electrical systems operate in harsh environments with constant vibration—automotive applications, aerospace equipment, and industrial machinery. TONFUL Electric conducts accelerated life testing to validate crimp terminal durability under these demanding conditions.
Vibration Test Protocol (per IEC 60512-6-4):
- Frequency Range: 10 Hz to 2000 Hz
- Acceleration: 10g to 50g depending on application
- Duration: 18 hours minimum for standard testing, extended for aerospace applications
- Monitoring: Continuous electrical continuity monitoring during vibration exposure
Acceptance Criteria:
- No electrical discontinuity during testing
- No visible cracking, loosening, or physical damage post-test
- Post-test pull force retention ≥90% of initial value
- Electrical resistance increase <10% compared to pre-test baseline
7. Temperature Cycling and Environmental Testing
Crimp terminals must maintain performance across wide temperature ranges and exposure to environmental stressors including humidity, salt spray, and chemical exposure.
Temperature Cycling Test:
- Temperature Range: -40°C to +125°C (standard), extended ranges for specialized applications
- Cycle Duration: 30 minutes at each temperature extreme
- Number of Cycles: Minimum 500 cycles for standard products, 1000+ for aerospace
- Measurements: Electrical resistance measured at temperature extremes and ambient
Environmental Exposure Testing:
- Salt Spray (per ASTM B117): 96-500 hours depending on application
- Humidity Resistance (per IEC 60068-2-78): 95% RH at 40°C for 500 hours
- Chemical Resistance: Exposure to oils, solvents, and cleaning agents per application requirements
Quality Assurance Through Statistical Process Control
TONFUL Electric implements comprehensive Statistical Process Control (SPC) throughout our manufacturing process. Real-time monitoring of critical parameters enables immediate corrective action before defects propagate through production.
Monitored Parameters:
- Crimp height and width (measured on every piece or statistical sampling based on production volume)
- Pull test results (batch sampling with increased frequency for new tooling or process changes)
- Electrical resistance trends
- Tooling wear indicators (crimp force monitoring)
- Incoming material specifications (wire and terminal verification)
Control Chart Types:
- X-bar and R charts: Monitor crimp height and width averages and ranges
- Individuals and Moving Range (I-MR) charts: Track pull test results where sample sizes are small
- P-charts: Monitor defect rates from visual inspection
When control chart data indicates process drift toward specification limits, our quality team immediately investigates root causes—tooling wear, material variation, environmental factors, or operator technique—and implements corrective actions.
Comparison of Testing Methods: Advantages and Applications
| Testing Method | Type | Information Provided | Destructive? | Frequency | Primary Standards |
|---|---|---|---|---|---|
| Visual Inspection | Non-destructive | Surface defects, dimensional conformance, color coding | No | 100% or high-frequency sampling | IPC/WHMA-A-620 |
| Crimp Height/Width Measurement | Non-destructive | Dimensional accuracy, process control | No | 100% or per SPC plan | Manufacturer specs |
| Cross-Section Analysis | Destructive | Internal compression quality, strand integrity, void detection | Yes | Statistical sampling (0.1%-1%) | IPC/WHMA-A-620, UL |
| Pull Testing | Destructive | Mechanical strength, connection reliability | Yes | Batch sampling or per standard requirements | UL 486A-486B, IEC 60512-16-4, IPC/WHMA-A-620 |
| Electrical Resistance | Non-destructive | Electrical performance, contact quality | No | Batch sampling or 100% for critical applications | Customer specifications |
| Vibration Testing | Non-destructive | Durability, connection stability | No | Type approval, periodic validation | IEC 60512-6-4, SAE specifications |
| Temperature Cycling | Non-destructive | Thermal stability, material compatibility | No | Type approval, periodic validation | IEC 60068-2-14 |
Each testing method provides unique insights into crimp quality. TONFUL Electric’s multi-layered approach ensures comprehensive validation, combining high-frequency non-destructive monitoring with strategic destructive sampling for complete quality assurance.
TONFUL’s Commitment to Continuous Improvement
Quality control is not a static checkpoint—it’s a continuous improvement process. At TONFUL Electric, we maintain several initiatives to advance our quality standards:
Advanced Testing Equipment Investment
We continuously upgrade our testing capabilities with state-of-the-art equipment including:
- Automated optical inspection (AOI) systems with AI-powered defect recognition
- High-resolution digital microscopes with automated measurement software
- Multi-axis crimp force monitors providing real-time feedback during production
- Environmental chambers with precise temperature and humidity control
- High-speed data acquisition systems for dynamic testing
Employee Training and Certification
Our quality control technicians undergo rigorous training programs covering:
- International standards interpretation and application
- Precision measurement techniques and calibration procedures
- Statistical process control methodology
- Root cause analysis and corrective action implementation
- Equipment operation and maintenance
Customer Collaboration
We work closely with our B2B customers to understand their specific application requirements and develop customized testing protocols that ensure optimal performance in their unique environments.
Third-Party Certification and Audits
TONFUL Electric maintains certifications from major testing and certification bodies including UL, TÜV, and ISO certification agencies. Regular third-party audits verify our continued compliance with international standards and industry best practices.
Industry-Specific Testing Requirements
Different industries impose unique requirements on crimp terminal performance. TONFUL Electric has developed specialized testing protocols for key market segments:
Automotive Applications
- Extended temperature range testing (-40°C to +150°C)
- Vibration profiles matching vehicle operational environments
- Salt spray testing for undercarriage and marine exposure
- Compliance with USCAR-21 and automotive OEM specifications
Aerospace and Defense
- Military specification compliance (MIL-T-7928, AS7928)
- High-altitude simulation testing
- Accelerated aging protocols
- Full traceability and documentation per AS9100 requirements
Medical Device Applications
- Biocompatibility testing per ISO 10993
- Sterilization cycle resistance (steam, gamma, ETO)
- Class 3 crimp quality per IPC/WHMA-A-620
- Material traceability and lot control
Renewable Energy Systems
- Extended UV exposure testing for solar applications
- Moisture resistance for outdoor installations
- High current capacity validation
- Long-term reliability testing (>25 year life expectancy)
The Business Case for Rigorous Quality Control
While comprehensive testing requires significant investment in equipment, personnel, and time, the business case is compelling:
Cost Avoidance:
- Preventing field failures that result in warranty claims, recalls, and liability
- Reducing rework and scrap in downstream assembly processes
- Maintaining customer relationships through consistent quality delivery
Competitive Advantage:
- Certification to multiple international standards expands market access
- Quality reputation enables premium pricing in competitive markets
- Technical documentation supports customer design validation processes
Operational Efficiency:
- Early defect detection prevents compounding costs through the value chain
- Process monitoring enables predictive maintenance and reduced downtime
- Data-driven decision making optimizes production parameters
Frequently Asked Questions (FAQ)
Q1: What is the difference between UL 486A and UL 486B standards?
A: UL 486A covers wire connectors and soldering lugs for copper conductors used in general wiring applications, while UL 486B specifically addresses splicing wire connectors. Both standards specify minimum pull force requirements, temperature rise limits, and other safety criteria. At TONFUL Electric, our crimp terminals are tested to both standards when applicable, ensuring comprehensive compliance for various installation scenarios.
Q2: How often should crimp terminals be pull tested during production?
A: Testing frequency depends on several factors including production volume, process stability, and quality class requirements. For high-volume production with stable processes, statistical sampling (typically 5-10 samples per setup or per shift) is standard. For aerospace and medical applications requiring Class 3 quality, testing frequency increases significantly. TONFUL Electric follows IPC/WHMA-A-620 guidelines and customer-specific requirements, with minimum sampling rates of 5 samples per tooling setup and increased frequency during process validation or when quality trends indicate potential issues.
Q3: Can crimp terminals be tested non-destructively?
A: Yes, several non-destructive test methods are available. Visual inspection, dimensional measurement (crimp height/width), and electrical resistance testing are all non-destructive. However, the most definitive assessments of crimp quality—pull testing and cross-section analysis—are inherently destructive. This is why statistical sampling approaches are used, testing representative samples while ensuring the remaining production batch meets specifications. Some advanced manufacturers use crimp force monitoring systems that correlate crimping force with final pull strength, enabling real-time quality assessment without destructive testing.
Q4: What causes high electrical resistance in crimped connections?
A: Elevated electrical resistance in crimp connections typically results from inadequate metal-to-metal contact between the wire strands and terminal barrel. Common causes include:
- Insufficient crimp force: Incomplete strand compression leaving air gaps
- Excessive crimp force: Over-compression causing strand damage and reduced conductor cross-section
- Contamination: Oils, oxides, or dirt on wire or terminal surfaces
- Insulation intrusion: Insulation trapped in the conductor crimp zone
- Material mismatch: Incompatible wire and terminal materials
- Corrosion: Environmental exposure degrading contact surfaces
TONFUL Electric addresses these issues through controlled crimping processes, material specifications, and comprehensive testing protocols.
Q5: How do crimp terminals compare to soldered connections?
A: Both methods have advantages depending on the application:
Crimp Connections (Advantages):
- Faster production (no heating/cooling cycle required)
- More consistent quality when properly controlled
- No thermal damage to wire insulation
- Better vibration resistance due to cold-welding
- Easier to automate for high-volume production
- Lower skill requirements for operators
Soldered Connections (Advantages):
- Excellent electrical conductivity when properly executed
- Gas-tight seal resisting corrosion
- Preferred for some aerospace and military applications
For most modern applications, properly executed crimp connections are preferred due to reliability, repeatability, and production efficiency. TONFUL Electric specializes in crimp technology, delivering tested and certified connections that meet the highest industry standards.
Q6: What is the expected lifespan of a properly crimped terminal?
A: When manufactured to specification and operated within design parameters, crimp terminals typically exceed the lifespan of the equipment they serve. For automotive applications, terminals must maintain functionality for 15+ years under harsh environmental conditions. Aerospace terminals are designed for 30+ year service life. Properly crimped connections do not degrade over time when protected from environmental extremes, as the cold-weld joint is mechanically stable. TONFUL Electric conducts accelerated aging tests simulating decades of operational exposure to validate long-term reliability.
Q7: How does wire stranding affect crimp quality?
A: Wire stranding significantly impacts crimp performance. Key considerations include:
- Strand Count: Higher strand counts generally improve flexibility but require precise crimp compression to ensure all strands contribute to current carrying
- Strand Diameter: Finer strands create more surface area for metal-to-metal contact but can be more susceptible to compression damage
- Stranding Class: Standard concentric vs. compressed stranding affects final crimp dimensions
TONFUL Electric terminals are designed for compatibility with specific wire types and stranding classes, with crimp specifications optimized for each combination. Our testing validates performance across the specified wire range, ensuring consistent results regardless of normal manufacturing variations.
Q8: What role does terminal plating play in crimp quality?
A: Terminal plating serves multiple functions affecting both crimping and long-term performance:
- Tin Plating: Most common for general applications, provides corrosion resistance and facilitates cold-welding during crimping
- Silver Plating: Excellent electrical conductivity, used for high-frequency and high-reliability applications
- Gold Plating: Superior corrosion resistance, used for low-force contact applications
- Nickel Barrier Plating: Prevents copper migration in harsh environments
The plating thickness and material must be considered in crimp specifications, as excessive plating can interfere with metal-to-metal contact while insufficient plating compromises corrosion resistance. TONFUL Electric specifies appropriate plating for each application, validated through electrical resistance and environmental testing.
Q9: Can crimped terminals be re-crimped if inspection reveals defects?
A: No, re-crimping is not acceptable under any quality standard. A terminal that has undergone one crimp cycle has experienced permanent deformation—attempting to re-crimp causes unpredictable material behavior, potential strand damage, and unreliable connections. Industry standards including IPC/WHMA-A-620 explicitly prohibit re-crimping. Defective crimps discovered during inspection must be cut off and replaced with new terminals. This is why process control and operator training are so critical—preventing defects is far more effective than attempting remediation.
Q10: How does TONFUL Electric ensure traceability for critical applications?
A: TONFUL Electric maintains comprehensive traceability systems for customers requiring full documentation, particularly in aerospace, medical, and automotive sectors. Our traceability includes:
- Material Lot Numbers: Tracking raw material batches for terminals and packaging
- Production Date Codes: Identifying manufacturing date and facility
- Test Data Correlation: Linking specific products to quality test results
- Tooling History: Recording die sets, crimping equipment, and maintenance records
- Certificate of Conformance: Providing documentation of standards compliance
This documentation enables rapid identification and isolation in the unlikely event of a quality issue, minimizing customer impact and facilitating root cause analysis.
Conclusion: Quality You Can Trust
At TONFUL Electric, quality control isn’t just a department—it’s a company-wide commitment embedded in every stage of our manufacturing process. From incoming material inspection to final validation testing, our crimp terminals undergo rigorous evaluation against international standards including UL 486A-486B, IEC 60352-2, IEC 60512-16-4, and IPC/WHMA-A-620.
Our investment in advanced testing equipment, highly trained personnel, and comprehensive quality management systems ensures that every crimp terminal bearing the TONFUL name meets or exceeds the safety and performance requirements of your most demanding applications. Whether you’re designing automotive wiring harnesses, aerospace electrical systems, industrial control panels, or consumer electronics, TONFUL Electric delivers the reliability and consistency your projects demand.
We invite you to partner with TONFUL Electric for your crimp terminal requirements. Contact our technical sales team to discuss your specific application needs, request samples for evaluation, or schedule a facility tour to witness our quality control processes firsthand. When electrical connectivity is critical, trust TONFUL Electric—where every connection is tested, every terminal is certified, and your success is guaranteed.
Contact TONFUL Electric Today:
- Technical Support: Discuss your application requirements with our engineering team
- Sample Requests: Evaluate our products in your specific environment
- Custom Solutions: Collaborate on specialized terminal designs for unique applications
- Quality Documentation: Request certificates of conformance and test data
Your electrical connections are too important to trust to anything less than proven quality. Choose TONFUL Electric—tested, certified, and trusted worldwide.
