Every crimped connection in a modern vehicle must survive 15 years and 150,000 miles of thermal cycling, vibration, and electrical load—without a single measurable increase in resistance. That is the engineering promise behind the USCAR-21 crimp standard, and it is the benchmark against which TONFUL Electric validates every automotive terminal we manufacture.
As a wire terminal manufacturer supplying OEM harness programs across North America, Europe, and Asia, we have built our quality system around SAE/USCAR-21 Revision 4 (2020)—the definitive performance specification for cable-to-terminal electrical crimps in low-voltage (0–48 VDC) road-vehicle applications. This article walks procurement engineers and quality teams through the standard’s requirements and shows, step by step, how TONFUL meets them on the production floor.

What the USCAR-21 Crimp Standard Actually Requires
SAE/USCAR-21 was developed by the United States Council for Automotive Research (USCAR) to establish a uniform test protocol for solderless crimped connections used in automotive wiring harnesses. The current Revision 4, published in 2020, applies to stranded automotive copper wire and covers performance testing across three interrelated domains: visual and dimensional conformance, mechanical pull-out force, and electrical resistance—each subjected to accelerated environmental aging.
The specification is designed to detect deficiencies in crimp tooling geometry, plating quality, strand distribution, and cable strand count. Critically, USCAR-21 testing must be performed in addition to connector-system-level validation under SAE/USCAR-2, because USCAR-21 focuses exclusively on the cable-to-terminal crimp zone rather than the complete mated connector system.
At TONFUL, every new terminal/wire combination undergoes a full USCAR-21 validation before production release. The same tooling and process settings used to produce test samples are locked down for series production—any change in crimp applicator, wire supplier, or crimp height requires revalidation.
Visual and Cross-Section Analysis
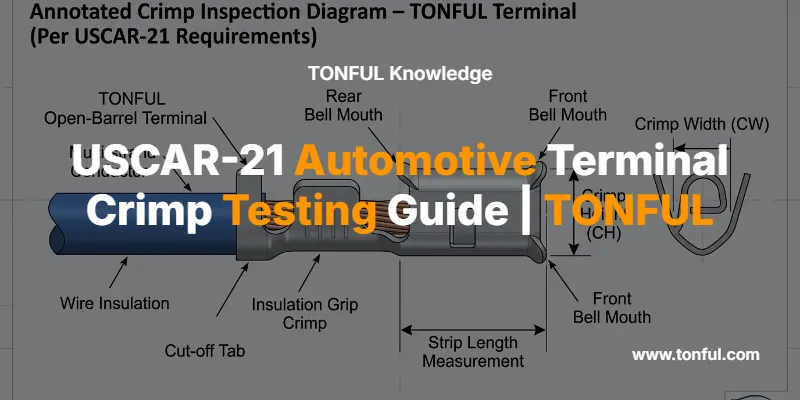
The first gate in USCAR-21 compliance is a thorough visual inspection of the crimped specimen. Inspectors verify that no strands in the stripped wire are cut, missing, excessively nicked, or elongated. Insulation must not be stuck or embedded in the conductor strands. The bell mouth on the insulation crimp must remain within specified tolerances, and seal location (when applicable) must satisfy the terminal maker’s product specification.
Cross-section analysis goes deeper. We mount crimped samples in epoxy, polish them, and examine the internal geometry under magnification. The cross-section reveals strand compression uniformity, conductor-to-terminal contact area, and the presence of voids or asymmetric material flow that might indicate worn tooling. For our open barrel automotive terminals, this analysis is especially critical because the crimp wings must fully enclose the conductor bundle without over-compression.

Pull-Out Force Testing
Mechanical retention is quantified through destructive pull-out force testing, arguably the most well-known requirement of the USCAR-21 crimp standard. The test measures the peak tensile force needed to separate the terminal from the wire. Samples are fixtured with the insulation support rendered mechanically ineffective—opened or removed—so that only the conductor crimp’s holding power is measured.
USCAR-21 Revision 4 specifies minimum pull-out force values indexed to wire cross-section. The table below summarizes key thresholds that TONFUL production must meet or exceed:
| Wire Size (mm²) | Wire Size (AWG) | Min. Pull-Out Force (N) | TONFUL Typical Result (N) |
|---|---|---|---|
| 0.35 | 22 | 32 | 42–50 |
| 0.50 | 20 | 45 | 58–68 |
| 0.75 | 18 | 56 | 72–85 |
| 1.00 | 16 | 67 | 85–98 |
| 1.50 | — | 90 | 110–130 |
| 2.50 | 14 | 120 | 150–170 |
| 4.00 | 12 | 160 | 195–220 |
| 6.00 | 10 | 200 | 245–280 |
A properly formed crimp should cause the conductor strands to fracture before the terminal releases—this wire-break failure mode confirms that the crimp is stronger than the wire itself. Our crimp pull force testing guide details the equipment and methodology we use, including a 25 mm/min crosshead speed and automated peak-force capture.
For wires larger than 10 mm², the standard requires minimum-value compliance only, without the statistical $\bar{X} – 3s$ calculation applied to smaller gauges.
Electrical Resistance Measurement
A mechanically strong crimp that introduces unacceptable resistance is still a failed crimp. USCAR-21 mandates measurement of terminal-to-conductor resistance (or voltage drop) across the crimp zone under low-energy conditions. This test detects thin insulating oxide films and poor metal-to-metal contact that might not be visible in a cross-section.
The measurement is performed using a four-wire (Kelvin) method at millivolt-level precision. Because the test is sensitive to surface contamination, USCAR-21 requires that no other electrical test be performed on the same samples beforehand. At TONFUL, we test baseline resistance values immediately after crimping, and then retest the identical samples after environmental exposure cycles to quantify any degradation.
Terminal plating material has a direct influence on contact resistance stability. Our tin-plated terminals are validated to maintain resistance below the threshold after full environmental exposure, while silver- and gold-plated options are reserved for high-reliability circuits where even lower resistance drift is demanded.

Environmental Exposure Testing
The environmental exposure protocols in USCAR-21 are designed to simulate the stress a crimp connection endures over a typical 15-year, 150,000-mile vehicle lifespan. Two primary exposure sequences stress every production terminal/cable combination:
Thermal Shock subjects samples to rapid cycling between extreme temperatures—typically -40 °C to +125 °C—forcing repeated expansion and contraction of the copper conductor against the terminal barrel. This mechanical stress exposes marginal crimps that might pass room-temperature pull testing but degrade under thermal fatigue.
Temperature Humidity Cycling introduces moisture ingress and condensation under elevated temperature conditions, accelerating corrosion mechanisms at the conductor-terminal interface. For terminals without sealed housings, this test is particularly revealing of plating defects and insufficient strand compression.
After environmental conditioning, samples are retested for both pull-out force and electrical resistance. The USCAR-21 crimp standard demands that all specimens still meet original acceptance criteria regardless of sample age, test cycles, or test temperature.
Current Cycling: Accelerated Electrical Aging
For applications carrying significant current, USCAR-21 includes a current cycling protocol. Test current values are indexed to wire size per Table 4.5.1.4 of the specification. For wires larger than 8 mm², the test current is determined by thermocouple measurement at steady-state temperature on the underside of the conductor crimp.
Current cycling emphasizes the effect of thermal expansion and contraction at the terminal interface under electrical load—a failure mode distinct from ambient thermal shock because the heat is generated internally at the crimp zone. This test catches resistance-related issues such as hot spots from asymmetric strand distribution or insufficient conductor compression.

USCAR-21 vs. Other Crimp Validation Standards
OEM buyers often ask how USCAR-21 relates to other industry standards. The table below provides a direct comparison to help procurement teams understand where each specification applies:
| Parameter | SAE/USCAR-21 Rev 4 | IPC/WHMA-A-620 | UL 486A-486B |
|---|---|---|---|
| Scope | Cable-to-terminal crimp only | Complete wire harness assembly | Wire connectors & lugs |
| Application focus | Automotive (0–48 VDC) | Cross-industry | Building wiring / general |
| Pull-out force | Required, wire-size indexed | Required (Class 1/2/3) | Required, per wire gauge |
| Cross-section analysis | Required | Recommended (Class 3) | Not specified |
| Environmental aging | Thermal shock + humidity cycling | Not required for crimp | Temperature rise test |
| Current cycling | Required (by wire size) | Not in crimp section | Current cycling per UL |
| Lifespan simulation | 15 years / 150,000 miles | Not defined | Not defined |
| Insulation support | Must be opened for pull test | Must be opened (Class 2/3) | Per procedure |
TONFUL validates to all three frameworks depending on the end application. Our crimp terminal quality control program details how these overlapping standards are managed through a unified test matrix. For harness-level requirements, our processes also comply with the IPC/WHMA-A-620 standard.
How TONFUL Implements USCAR-21 in Production
Compliance is not only a lab exercise. At TONFUL, the USCAR-21 crimp standard is embedded in our production control plan from tooling qualification through series manufacturing.
Every crimp applicator is qualified using a minimum of 30 samples at nominal crimp height, plus additional groups at minimum and maximum crimp height to validate the full production window. Crimp force monitoring (CFM) systems on our automated presses track the force signature of every single crimp in real time, flagging deviations before defective parts leave the station. This approach complements periodic destructive testing and ensures 100% in-process control.
When crimping automotive electrical connectors, our operators follow locked process sheets that specify exact die sets, crimp heights with ±0.05 mm tolerances, and strip lengths. Any change—whether a new wire lot, a replacement anvil, or a plating specification update—triggers a revalidation per USCAR-21 before production resumes.
For applications requiring environmental sealing, our heat shrink terminals undergo the same USCAR-21 protocol with the added requirement of verifying seal position and retention per the terminal product specification. We are also a qualified terminals and connectors manufacturer supporting Tier 1 harness suppliers with full PPAP documentation including USCAR-21 test reports.

Frequently Asked Questions
What is the USCAR-21 crimp standard?
SAE/USCAR-21 is a performance specification published by the United States Council for Automotive Research that defines test methods and acceptance criteria for cable-to-terminal electrical crimps in low-voltage (0–48 VDC) automotive applications. The current version, Revision 4 (2020), covers visual inspection, pull-out force, electrical resistance, and environmental aging tests designed to simulate 15 years and 150,000 miles of vehicle operation.
How does USCAR-21 differ from USCAR-2?
USCAR-21 focuses exclusively on the cable-to-terminal crimp connection, while SAE/USCAR-2 covers the complete connector system including terminal retention, housing integrity, and mated contact performance. Both standards must be satisfied independently—passing USCAR-2 does not exempt a manufacturer from USCAR-21 testing, and vice versa.
What pull-out force does USCAR-21 require?
Minimum pull-out force values depend on wire cross-section. For example, a 0.50 mm² (20 AWG) wire requires a minimum of 45 N, while a 2.50 mm² (14 AWG) wire requires 120 N. TONFUL terminals routinely exceed these minimums by 25–40%, with the preferred failure mode being wire strand breakage rather than terminal pull-out.
Does TONFUL provide USCAR-21 test reports with shipments?
Yes. TONFUL supplies complete USCAR-21 test reports as part of our PPAP documentation package. Reports include crimp height data, cross-section micrographs, pull-out force results (pre- and post-environmental exposure), and resistance measurements. For ongoing production, crimp force monitoring data is archived for full traceability.
Can TONFUL validate custom terminal-wire combinations to USCAR-21?
Absolutely. As a vertically integrated wire terminal manufacturer, TONFUL maintains in-house capability to perform complete USCAR-21 validations for any terminal and wire combination, including non-standard gauge sizes and specialty conductor materials. Contact our engineering team to initiate a validation program for your specific application requirements.
